偏光片贴附LCD/OLED上下面,起偏光作用,偏光片使自然光变成线偏振光。
贴片工序原理
贴片工序主要是将偏光片表面的离心膜剥离之后,承载单元移动过程中, 贴附Roller将偏光片贴在panel上下表面。(贴附动作如图)
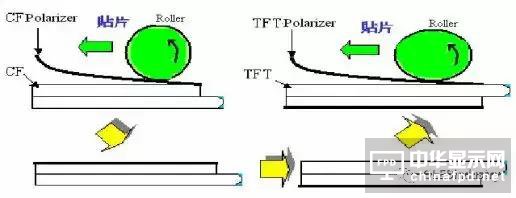
贴片动作图示
偏贴设备构成和性能指标
偏光片贴片机主要由清扫,对位,剥离,贴附,翻转等结构单元组成。
布局图
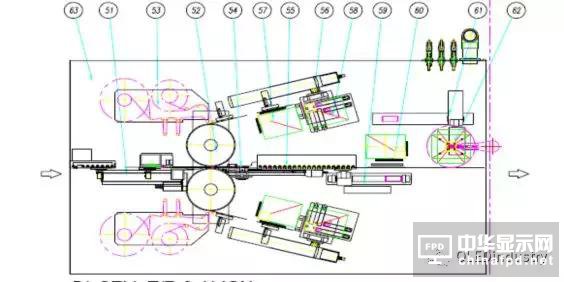
51.CELL T/R&ALIGN 52.ATTACH DRUM
53.PEELING UNIT 55.U/LOADING C/V
56.SET TABLE 57.POL.T/R
58.POL.MAGAZINE 59.BUFFER TRANSFER
60.UNTILTING STAGE 62.ROTATE STAGE
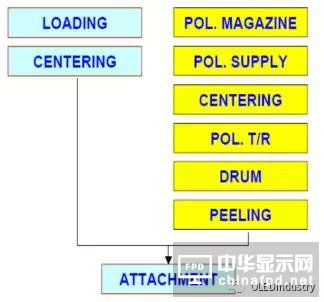
工艺流程图
主要性能指标
偏贴的主要工艺参数
偏光片贴片工序主要参数有:贴附速度,贴附压力,起贴位置,贴附Gap值,贴附角度等,工艺品质主要贴片精度控制,贴片气泡大小,Particle控制和前端贴附痕控制。
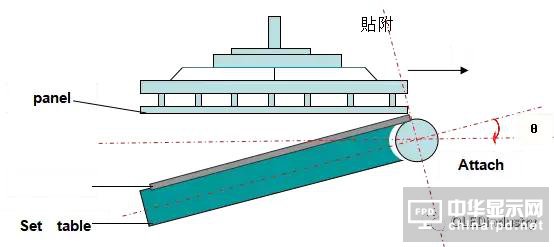
贴片动作示意图
1.主要工艺参数
贴附速度 260mm/s
贴附压力: 2.8±0.2
起贴位置: 偏光片外边线0.8mm
贴附Gap值: 0.04mm~0.06mm
贴附角度: θ=15°±5°
#p#分页标题#e#2. 工艺质量评价
贴片精度控制:±0.1mm
贴片气泡大小:≤30㎛
Particle ≤30㎛
前端贴附痕: 偏光片前端0.5mm以内无贴附痕
Static Electricity :
Below 300V (Value measured 15seconds after starting)
独立清洗、贴片设备介绍
产品小于3英寸,使用Dipping方式清洗、独立偏光片贴附设备完成生产。
浸入式清洗机
1.1清洗目的
本清洗机是用来清洗产品表面,去除表面杂质并烘干,为后续贴片工序做好准备。
1.2清洗原理
先利用洗剂、DIW加上超声震荡,使表面杂质脱落融入洗剂,再利用DIW加超声震荡、热烘去除表面残留的洗剂、水份等,达到清洗目的。
1.3清洗设备构成和主要性能指标
清洗设备构成如下:
投入段 => 洗净段 => 热烘段 => 取出段
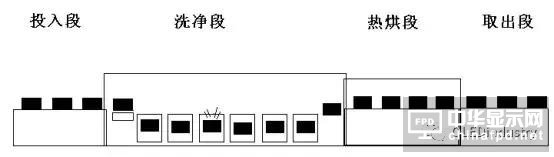
清洗机构成图
各机构简单说明和主要性能指标如下:
投入段:
2-3个承载位置,传感器感知工装篮有无,采用气缸升降移载方式投入,作动:Z向气缸上升 → X向气缸右移 → Z向气缸下降 → X向气缸退回原点 → 依循此方式将工装篮投入到洗净承载座上.注:本机构设有程序保护功能及SENSOR检知。
洗净段:
主要构成;承载位1个,洗剂槽2个,喷淋槽1个,洗净槽2个,慢提拉槽1个。
承载位:1个,工装篮移入承载位置之后,立刻送入后段洗剂槽。
洗剂槽:2个,使用洗剂(人工添加)+纯水,配超声震荡加强清洗效果,超声强度最大1800W,频率40/80kHz双频选择,洗剂槽温度设置在40-50度。
喷淋槽:1个,喷淋纯水,纯水来自后段洗净槽,喷淋时需要左右往复移动以增强喷淋效果,温度在40-50度。
洗净槽:2个,纯水,配超声震荡加强清洗效果,超声强度最大1800W,频率40/80kHz双频选择,洗剂槽温度设置在50-70度。
慢提拉槽:1个,工装篮内玻璃基板自纯水中缓慢上升利用水的表面张力将附着水珠引下,以降低含水量而加速水份蒸发。
热烘段:
热烘段构成:热烘承载位置1个,热烘工位2-4个。#p#分页标题#e#
洗净后的工装篮移至热烘承载位置,设备自动将其移入热烘工位,进行热烘处理,利用热风循环达到烘干水份的效果,处理温度可设置,一般在70度左右。采用气缸升降移载方式移动。
取出段:同投入段。
1.4清洗主要工艺参数和工艺质量评价
主要工艺参数有:
节拍时间:通常360秒,可以根据实际生产需要调节。
超声强度:最大1800W,双频设置,根据实际生产效果调节选择最佳的组合。
清洗温度:洗剂槽温度设置在40~50度;洗净槽温度设置在50~70度;慢提拉槽在75度左右;热烘处理温度70度左右。生产中会根据实际清洗状况作调整。
工艺质量评价:
洗出后产品表面洁净无颗粒而且完全干燥。如果清洗不完全,需要调整清洗机的清洗条件,或者返工处理。
清洗过程中需要监控清洗剂槽的PH值,限制在一定的范围内,否则会对产品的质量有严重的影响。
1.5工艺生产所需的材料特性和工艺评估
自动贴片机
本贴片设备适合1-3寸产品偏光片的贴附。
2.1 贴片目的
同上大尺寸贴片机。
2.2 贴片原理
同上大尺寸贴片机。
2.3 贴片设备构成和主要性能指标
布局图:
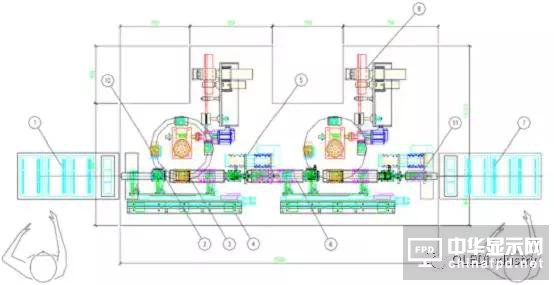
① Loading System (Cassette) ② Panel Centering
③ Attach Table ④ Panel Transfer – 3 Head
⑤ Turn Over ⑥ Panel Transfer – 1 Head
⑦ Panel Unloading Unit ⑧ POL Peeling Unit
⑨ POL Set Table ⑩ POL Centering
⑪ Unloading System (Cassette)
工艺流程图:
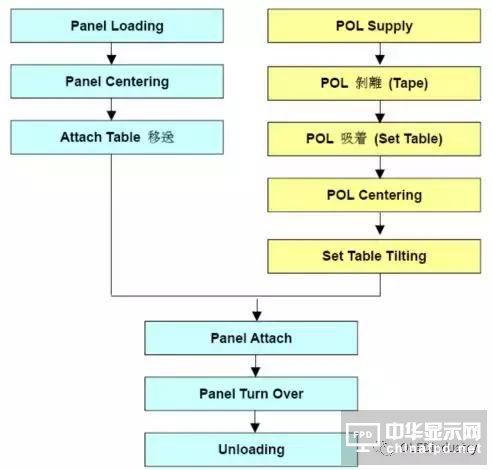
翻转后,贴附另一面,工艺流程相同。
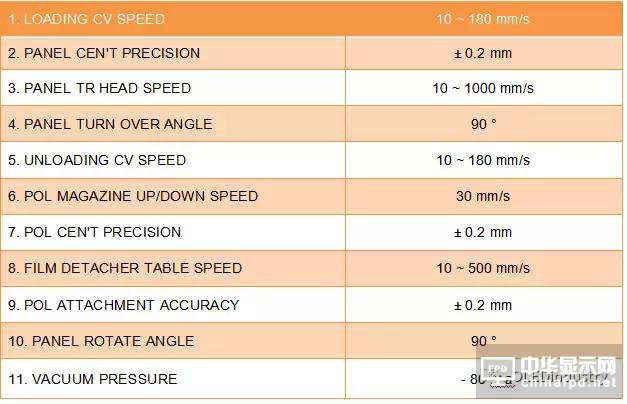
主要性能指标:
|
Face |
1. LOADING CV SPEED |
10 ~ 180 mm/s |
|
2. PANEL CEN'T PRECISION |
± 0.2 mm |
|
|
3. PANEL TR HEAD SPEED |
10 ~ 1000 mm/s |
|
|
4. PANEL TURN OVER ANGLE |
90 ° |
|
|
5. UNLOADING CV SPEED |
10 ~ 180 mm/s |
|
|
6. POL MAGAZINE UP/DOWN SPEED |
30 mm/s |
|
|
7. POL CEN'T PRECISION |
± 0.2 mm |
|
|
8. FILM DETACHER TABLE SPEED |
10 ~ 500 mm/s |
|
|
9. POL ATTACHMENT ACCURACY |
± 0.2 mm |
|
|
10. PANEL ROTATE ANGLE |
90 ° |
|
|
Back |
1. LOADING CV SPEED |
10 ~ 180 mm/s |
|
2. PANEL CEN'T PRECISION |
± 0.2 mm |
|
|
3. PANEL TR HEAD SPEED |
10 ~ 1000 mm/s |
|
|
4. PANEL TURN OVER ANGLE |
90 ° |
|
|
5. UNLOADING CV SPEED |
10 ~ 180 mm/s |
|
|
6. POL MAGAZINE UP/DOWN SPEED |
30 mm/s |
|
|
7. POL CEN'T PRECISION |
± 0.2 mm |
|
|
8. FILM DETACHER TABLE SPEED |
10 ~ 500 mm/s |
|
|
9. POL ATTACHMENT ACCURACY |
± 0.2 mm |
|
|
10. PANEL ROTATE ANGLE |
90 ° |
|
|
Other |
1. VACUUM PRESSURE |
- 80 kpa |
贴片返工介绍
偏光片返工目的
将不良品panel表面的偏光片剥离后,通过液晶面板偏光片返工机将新的偏光片贴在panel上。
主要组成
返工线主要由Peeling机台和偏贴机台组成,其中不良品分类,panel 表面清洁主要是人力手工进行。
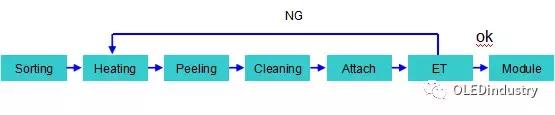
返工线流程
加压消泡介绍
加压消泡目的
贴片完成后,偏光片和玻璃基板之间有微小气泡,需要利用设备消除小气泡,同时可以增加其之间的粘附性。
加压消泡目的
加压消泡原理
将贴片后的玻璃基板放入密闭的环境(通常是锅炉状腔体),利用高压(5 kgf/cm2)配合一定的温度(50度左右),维持一定的时间(20-40分钟),这样就可以消除小气泡,同时可以增玻璃面板与偏光片间的粘附性。
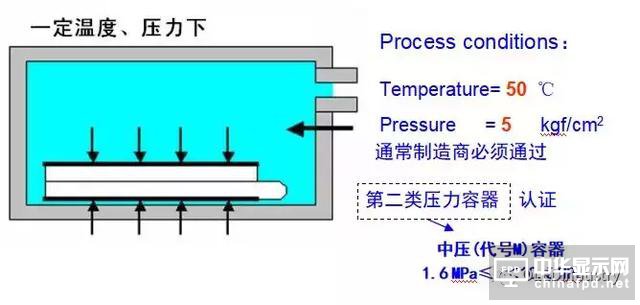
加压消泡设备构成和主要性能指标:
加压消泡机主要由作用室、加热部分、控制部分组成。
工艺时间设定:0 ~ 99小时59分钟,可调
工艺温度设定:室温到100℃,可调
工艺压力设定:0 ~ 10 kgf/cm2, 可调
温度分布:在50°C时±3°C以内(当温度稳定时)
升压速度(从0升到5kg/cm2):最快在5分钟以内
排气速度(从5降到0kg/cm2):小于5分钟
升温速度(从室温升到50°C,且稳定):最快在5分钟以内
安全功能:自动门(下限压力设定以确保开门安全),主断电器,自动断电器,过热保护,过压保护,短路保险丝,温度保险丝,安全阀,紧急停止开关
加压消泡主要工艺参数和工艺质量评价
主要工艺参数有:加压压力、加压时间、保持时间,通常的流程如下:
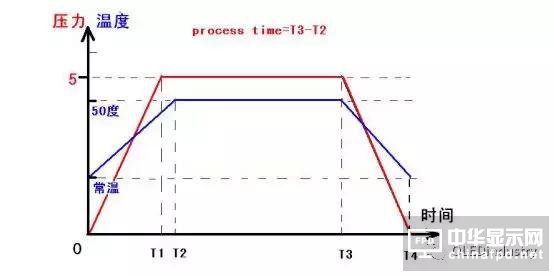
加压消泡处理示意图
通常设置:
压力=5 kgf/cm2
温度=50度
时间=20~40分钟
工艺质量,视消泡效果,可以适当调节处理时间、温度、压力,以保证小气泡能完全被消除。

关注我们

公众号:china_tp
微信名称:亚威资讯
显示行业顶级新媒体
扫一扫即可关注我们